
pour le contrôle visuel de la forme et de la couleur dans l’industrie alimentaire
Les machines de contrôle visuel jouent un rôle de plus en plus important dans les processus de fabrication industrielle grâce à leurs caractéristiques uniques, visant à l’amélioration de la qualité et la réduction des coûts.

Bien que de nombreuses tâches visuelles soient désormais traitées par la visionique (par exemple, déterminer la position correcte des étiquettes, inspecter le conditionnement hermétique des bouteilles, vérifier le bon serrage des bouchons, lire les codes à barres 2D, contrôler les niveaux de remplissage), il reste encore plusieurs défis à relever dans certains secteurs industriels, notamment en ce qui concerne le contrôle des produits alimentaires naturels.
En effet, les produits alimentaires, tels que les produits de boulangerie et surgelés, présentent un degré de variabilité quant à la forme et/ou à la couleur, que les systèmes traditionnels de visionique peuvent difficilement gérer. Dans l’industrie alimentaire, le critère d’acceptation est souvent une combinaison assez subjective de plusieurs paramètres, que même un opérateur préposé à l’assurance de la qualité aurait du mal à définir, et la gravité du défaut est un ensemble complexe de nombreuses variables.
Pour de telles applications, le contrôle automatique à base d’imagerie n’est pas encore largement utilisé et les opérateurs humains y sont encore préposés. D’autre part, dans ces cas spécifiques, où la visionique est appliquée, les tâches visuelles sont habituellement effectuées par des solutions extrêmement personnalisées, qui s’avèrent coûteuses et rigides, car elles nécessitent des ingénieurs expérimentés pour la programmation et elles ne peuvent pas être facilement adaptées aux nouvelles exigences de production.
Bien souvent, en effet, une seule ligne de production est utilisée pour de multiples produits et l’utilisateur final souhaite modifier rapidement et facilement le critère d’acceptation afin de suivre les changements dans les exigences de production (comme différents lots d’ingrédients) ou simplement afin de contrôler différents produits.
Les systèmes de contrôle visuel traditionnels sont conçus pour réaliser de meilleures performances que les opérateurs humains, en termes de vitesse et de fiabilité, mais ils ne sont pas adaptés pour satisfaire les besoins susmentionnés. En fait, ils sont surtout appliqués aux industries qui ont besoin de vérifier si un ensemble de paramètres fixes est hors tolérance ou non, comme la métrologie 2D sans contact de pièces tournées ou pressées.
Pour satisfaire les exigences de l’industrie alimentaire, Opto Engineering, en collaboration avec son partenaire italien Sensure, a appliqué la technologie des réseaux neuronaux à la visionique et a développé un nouveau système de vision, facile à utiliser, apprenant à partir des exemples, tout comme les êtres humains le font : contrairement aux systèmes de contrôle habituels, il peut très vite ré-apprendre pour trier un nouveau produit ou s’adapter à un nouveau lot d’ingrédients.
Le système, appelé ALBERT™ (Fig. 1), est essentiellement un système de vision auto-apprenant, pour le contrôle de la forme et de la couleur, basé sur les techniques d’intelligence artificielle (une approche combinée entre statistiques et technologie de réseaux neuronaux). Le logiciel de base s’appuie sur des réseaux neuronaux, des algorithmes logiciels qui imitent le cerveau humain : les systèmes de vision, basés sur ces algorithmes, peuvent apprendre à partir d’exemples et sont adaptatifs, c’est-à-dire qu’ils peuvent aisément être personnalisés pour contrôler de nouveaux produits.
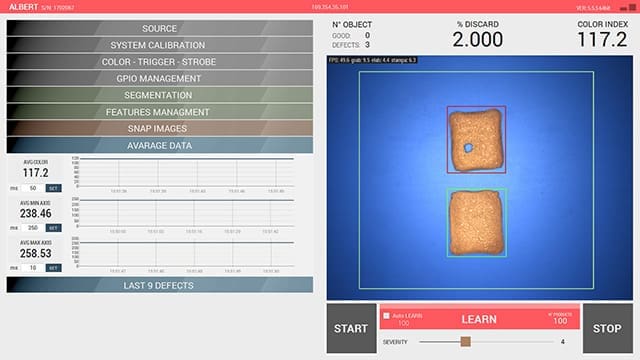
Grâce à une série de fonctions intégrées et à sa capacité d’auto-apprentissage, ALBERT™ apprend les caractéristiques des produits alimentaires directement à partir de la ligne de production, sur un lot standard de produits, sans exiger de réglages compliqués. Le processus d’apprentissage s’effectue facilement en présentant des produits sur la ligne de production et en activant ALBERT™ en mode « LEARN » lors du fonctionnement normal. Lorsque le processus d’apprentissage est terminé, ALBERT™ est prêt pour la phase d’« INSPECTION » : les produits, considérés incompatibles avec le niveau de qualité souhaité, sont signalés au moyen d’une barre lumineuse et peuvent être rejetés de la ligne grâce à l’interfaçage d’ALBERT™ avec les systèmes d’éjection les plus ordinaires, à l’aide des sorties opto-isolées préinstallées. En outre, les utilisateurs peuvent ajuster le niveau de « gravité » des paramètres de contrôle, sans devoir arrêter la ligne : une barre coulissante, prévue à cet effet, permet rapidement de durcir ou d’assouplir les critères de tri et de régler facilement ALBERT™ aux nouveaux paramètres de qualité (Fig. 2).
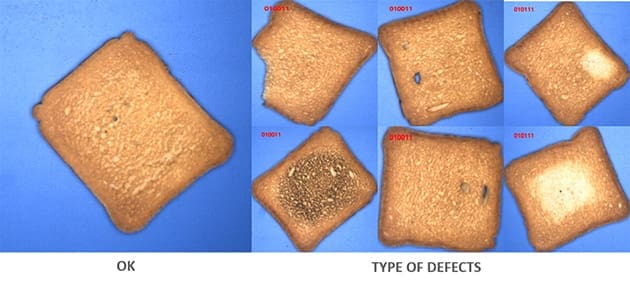
Le système s’est révélé particulièrement efficace dans le secteur de la boulangerie pour le contrôle de la forme et de la couleur des tranches de pain grillé (Fig. 3 et 4), les biscuits et également pour les produits à base de viande, comme les poitrines de poulet, afin de détecter les formes non-standards ou l’absence d’enrobage de chapelure.
Le système intègre un appareil photographique de 1,3 mégapixels de 1/1,8 po, couplé à un objectif à longueur focale fixe de 8 mm et un système d’éclairage à LED de type « dôme plat » (couleur blanche et mode clignotant uniquement conçu pour un contrôle rapide) présentant un diffuseur en polycarbonate anti-rayures (Lexan Margard®).
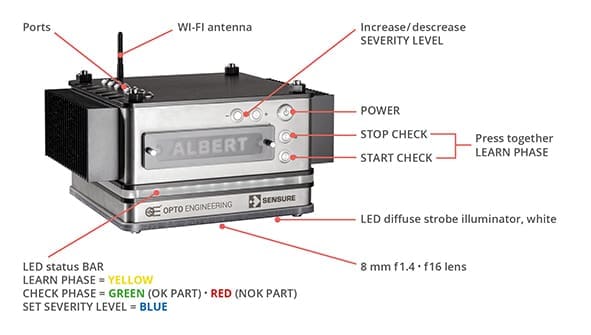
ALBERT™ peut inspecter des produits à une vitesse de 1 m/s, en traitant approximativement 20 parties par seconde (il s’agit de valeurs estimées approximativement, des vitesses plus élevées sont possibles en fonction du type de production, le nombre de parties contrôlées par seconde peut varier selon leurs dimensions et la vitesse de la ligne). Le système est conçu afin de satisfaire pleinement les exigences de l’industrie alimentaire grâce à la protection IP65 et à l’adoption de matériaux appropriés. ALBERT™ communique son statut à travers une barre à LED, qui devient rouge lorsque des produits défectueux sont détectés. ALBERT™ comprend plusieurs E/S, dont une entrée opto-isolée pour le signal de déclenchement, trois sorties pour les tours d’éclairage à LED (2 sorties pour les lumières 1 pour la sirène), 6 sorties opto-isolées à interfacer avec un maximum de six postes d’éjection (aussi via des PLC). ALBERT™ présente aussi 2 ports Ethernet pour la communication avec les PLC et les PC industriels, wi-fi sans fil pour la communication avec les tablettes industrielles, quatre ports USB 3.0, un port HDMI et un port DVI. L’alimentation électrique doit être fournie par une source de 24 V. ALBERT™ peut facilement être installé à l’aide des quatre trous filetés (M8), situés dans la partie supérieure de l’unité, en s’assurant de respecter la distance de travail prévue du tapis de convoyage.
Le système est conçu pour satisfaire les besoins de plus en plus exigeants de l’industrie visionique, qui requiert des systèmes de contrôle, qui sont, à la fois, flexibles, afin d’être rapidement utilisés pour inspecter de nouveaux produits, et faciles à utiliser, sans faire appel à des ingénieurs qualifiés pour les programmer et les entretenir.
www.oe-albert.com


