packaging solution using integrated automation, motion and safety suite from Rockwell Automation Leading machinery supplier to the ice cream industry designs state-ofthe-art packaging solution for demanding production environments
 Located in the south of Denmark, Gram Equipment is one of the world’s leading manufacturers of equipment for the industrial production of ice cream; a position strengthened by the merger of Gram Equipment and WCB Ice Cream in 2014.
Located in the south of Denmark, Gram Equipment is one of the world’s leading manufacturers of equipment for the industrial production of ice cream; a position strengthened by the merger of Gram Equipment and WCB Ice Cream in 2014.
With more than 300 employees worldwide and offices in Denmark and the USA, the company delivers complete, tailor-made production lines to ice cream producers and other food-processing firms looking for flexible integrated solutions.
These specially designed solutions cover applications from individual assembly lines all the way up to complete production plants and comprise equipment for moulding, extrusion, filling, wrapping and packing as well as freezers, ingredient feeders and remanufacturing and upgrade kits. Product formats handled include stick ice, cone, sandwich, bulk & cup and dessert/ cake.
With more of its customers looking to deploy increasingly agile and more flexible storage, production and packaging solutions, Gram Equipment is always looking for ways to enhance and evolve its product range, to help these customers keep up with the very latest production demands from industry and product demands from consumers.
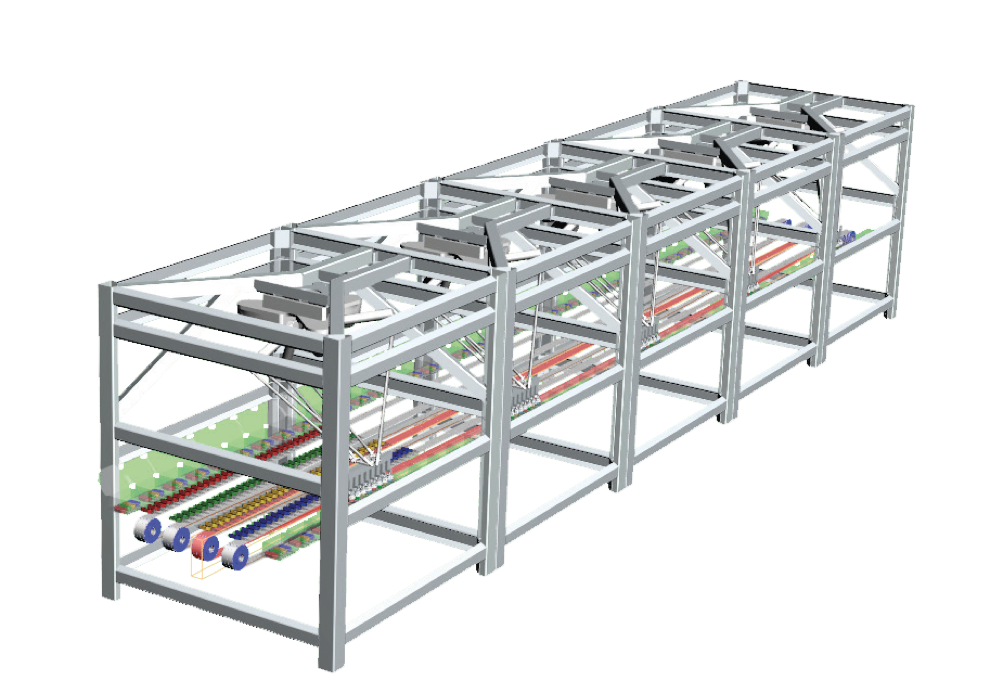
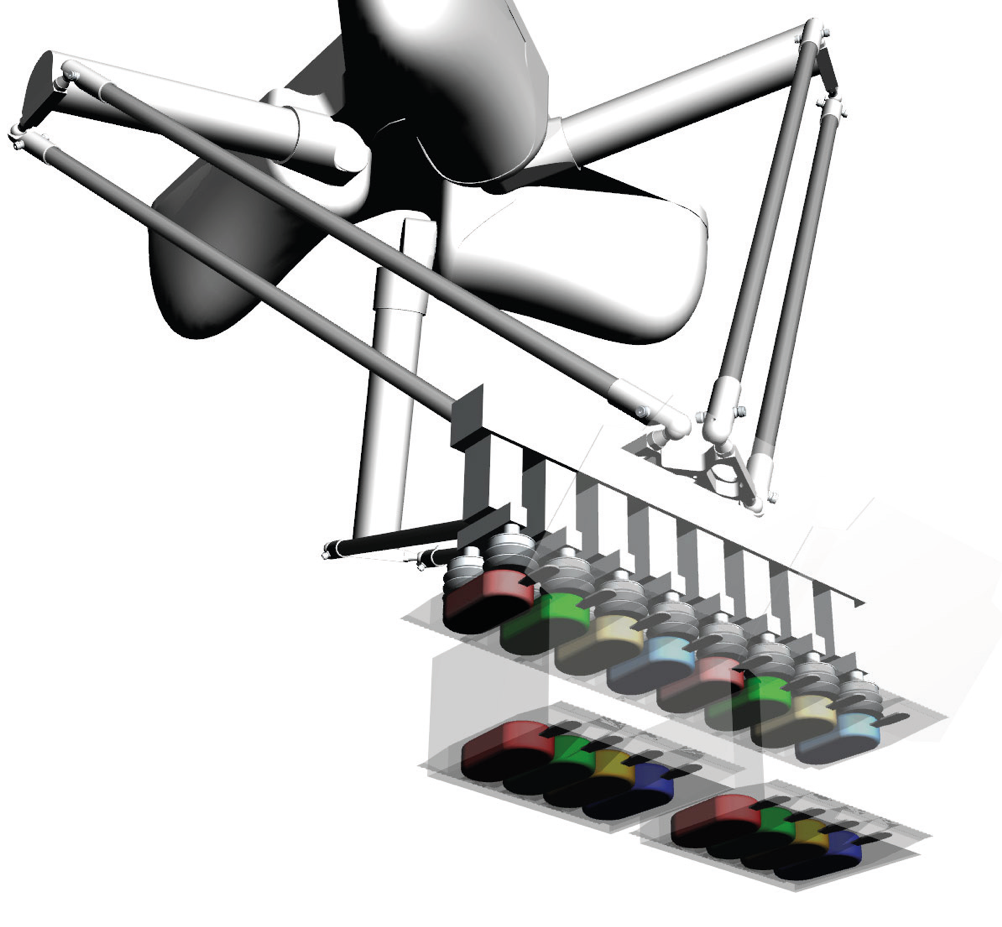
One such machine designed to offer flexibility and agility is the company’s GCS. The newest addition to its line-up of automated packing solutions, the GCS uses flex picker robots to deliver products into cartons with astonishing flexibility and speed. At the heart of this new machine is an Allen-Bradley® automation, motion and safety solution from Rockwell Automation
Gram Equipment is a member of the Rockwell Automation PartnerNetwork™ program as an OEM Program Participant. Members of the Rockwell Automation OEM Program demonstrate a commitment to offer high-quality, innovative machines and equipment that help manufacturers improve business agility, optimise productivity, and increase business performance.
Through the use of Rockwell Automation products, technology and industry expertise, these PartnerNetwork members also help end users achieve sustainability and safety-compliance objectives.
Challenge:
The GCS machine has been developed specifically for the packaging of ice creams. In operation it takes individually wrapped ice creams fed on a conveyor from a preceding Gram production machine and then places a predefined number and pattern (colour/ flavour mix) into cardboard boxes. The automation solution has to control a number of features, including the automatic balancing of different product flavours, simultaneous production of different multi-flavour packs, simultaneous production of different pack patterns and easy changeover between different pack/carton sizes and pattern formats, with minimal intervention.
All of which has to be done at a speed that does not cause a bottleneck to up and downstream processes.
 Packing formats can include one flavour/two layer, two flavour/two layer, four flavour/ single layer, four flavour/ two layer and vertically or horizontally interleaved products of different flavours.
Packing formats can include one flavour/two layer, two flavour/two layer, four flavour/ single layer, four flavour/ two layer and vertically or horizontally interleaved products of different flavours.
This type of product/packaging variety and speed demands extremely tight integration of all facets of the automation and motion infrastructure, as well as effective interoperability with the safety system, other automation assets within the line and the enterprise solution at the plant.
Solution:
According to Anders G. Torbensen, Vice President Sales & Marketing at Gram Equipment: “This machine has been designed to integrate as effectively as possible with other Gram Equipment machines
in production lines, so we made the decision to develop an automation and motion solution based on Allen-Bradley products.
We saw many advantages to having the same control system as those on the rest of line, especially in terms of operational integration, spares and maintenance.”
The GCS has an Allen-Bradley ControlLogix® programmable automation controller (PAC) at the core of the control solution.
Depending on how many robots the GCS system is equipped with (two or four), the number of controlled axes varies, but the biggest GCS system has 31 Allen-Bradley Kinetix® 5700 servo-drive-controlled axes and six Allen-Bradley PowerFlex® 525 variable-frequency drivecontrolled axes.
Three servo drives are used for each delta robot (XYZ movement) with an additional drive used to rotate the tool.
Two servo drives are used for the carton carrier, two for the carton outlet and two for the box stop. Four servo drives provide the product movement on the pocket conveyor, another four are used for the product infeed and four for the pullnose (product drop). The six PowerFlex variable-frequency drives are used for carton infeed and product receiving.
Completing the control infrastructure is a safety solution running on EtherNet/IP™ that leverages Guard ControlLogix with Allen-Bradley Safety POINT I/O™, which can be placed locally where it´s needed to achieve maximum flexibility and modularity in production lines.
Both the PowerFlex and Kinetix drives also communicate over EtherNet/IP and leverage CIP Safety™ functionality. Safety data is transmitted using the same wires and IP addresses as the motion and
control data, an infrastructure which helps to reduce overall system wiring.
Results:
As a result of its industry knowledge, technical expertise and in-depth machine design capabilities coupled to the deployment of an advanced automation, motion and safety solution from Rockwell
Automation, Gram equipment has developed a highperformance machine capable of processing up to 660 products per minute with up to four different product flavours in each layer.
Capable of handling stick, bars and sandwich formats, the line design is flexible enough to fit existing production facilities and its small footprint efficiently exploits limited and valuable plant real estate.
Gram Equipment is a Rockwell Automation OEM Partner. “The most important advantage we have with respect to our partner status is access to relevant specialists within the Rockwell Automation organisation,” explains Torbensen. “Access to special training is also important, and we have certainly used this in the past. We enjoy a good experience working with Rockwell Automation and
its export support is essential; indeed its global support has certainly enabled us to create a competitive advantage. We also enjoy positive cooperation with the Rockwell Automation specialists during programming and product development.”


